 English
English русский
русский Français
Français Español
Español عربى
عربى



 + oxidante térmico regenerativo (RTO)")
 + oxidante térmico regenerativo (RTO)")
 + oxidante térmico regenerativo (RTO)")
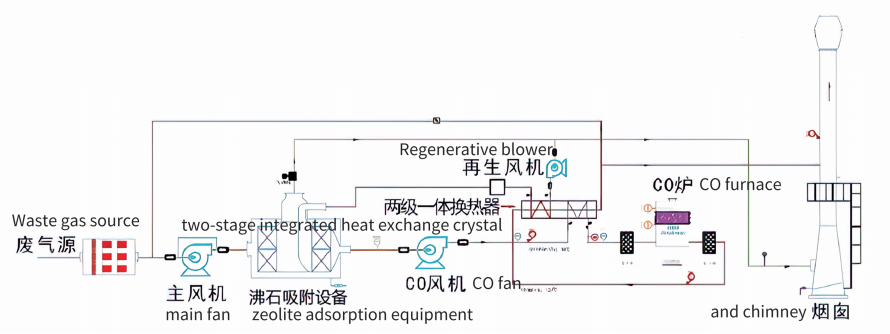
Principio operativo
El aire que contiene VOC a tratar se envía al área de tratamiento del tambor giratorio de zeolita concentrado después de la prefiltración. En el área de tratamiento, el adsorbente elimina los VOC, y el aire se purifica y se descarga del área de tratamiento del tambor giratorio de carbono activado concentrado. Los COV adsorbidos en el tambor giratorio concentrado están desorbidos y concentrados (de 5 a 20 veces) mediante el tratamiento térmico en el área de regeneración. Después de estar altamente concentrado, los VOC desorbidos ingresan al intercambiador de calor para un mayor calentamiento y luego se envían a la cámara de calefacción. El gas se calienta a la temperatura de reacción catalítica por el dispositivo de calentamiento. Luego, los gases orgánicos se descomponen en dióxido de carbono, agua y energía térmica a través de la acción del catalizador en el lecho catalítico. El gas después de la reacción ingresa al intercambiador de calor e intercambia calor con el gas de baja temperatura, calentando así y precalentando el gas de entrada. De esta manera, el sistema de calefacción solo necesita compensar el calentamiento a través del sistema de autocontrol para lograr una combustión completa, ahorrar en gran medida energía y cumplir con los estándares de emisiones nacionales.
Características del equipo de concentración de VOCS
| Alta eficiencia de purificación | La tasa de eliminación teórica del tambor rotativo de zeolita puede alcanzar el 90% (excepto los componentes especiales) |
| Alta eficiencia de desorción térmica | Los compuestos orgánicos con puntos de ebullición inferiores a 140 ° C se pueden desorbitar |
| Huella pequeña | En comparación con un equipo de tratamiento de adsorción similar, es relativamente pequeño |
| Adsorción y desorción rápida | Tiempo de adsorción corto, fácil saturación; Alta eficiencia de desorción, ciclo corto |
Criterios y características de la combustión catalítica de CO
1. El gas de escape no debe contener ingredientes que puedan envenenar o desactivar permanentemente el catalizador, como cloro, azufre, halógenos, metales pesados, etc.
2. Gas de residuos mixtos que ingresan al equipo de combustión catalítica es inferior a 1/4 LEL Explosion Rango de límite inferior.
3. La temperatura extrema utilizada en la combustión catalítica es inferior a 600 ℃. Deben diluirse las sustancias de alto calor y los gases de alta concentración para evitar que la temperatura de la cámara de reacción exceda el límite y que el catalizador se desactive y no pueda realizar reacciones de reducción catalítica.
4. El gas que ingresa al proceso de combustión catalítica no debe contener partículas de polvo o niebla de aceite que pueda bloquear o causar flashback.
5. Características de la combustión catalítica de CO: bajo consumo de energía, baja resistencia, alta eficiencia de recuperación de calor, fácil de operar.
| Bajo consumo de energía | El precalentamiento del arranque solo lleva 30-45 minutos, y la temperatura de precalentamiento es generalmente 250-320 ° C. |
| Baja resistencia | La estructura del intercambiador de calor está optimizada, y el diseño del catalizador tiene una velocidad de espacio baja (10,000-15,000 H-1). |
| Alta eficiencia de recuperación de calor | En comparación con productos similares, se utilizan múltiples especificaciones de paneles corrugados, y la eficiencia de recuperación de calor es de hasta el 70%. |
| Alta eficiencia de purificación | El intercambiador de calor adopta una nueva tecnología de soldadura para garantizar que no haya grietas y fugas de gas en las soldaduras durante la alternancia de calor y frío. La eficiencia de purificación del cuerpo alcanza el 98%, y bajo la garantía del catalizador, la eficiencia de purificación general es superior al 98.5%. |
| Fácil de operar | El control electrónico tradicional o los controladores industriales se utilizan para el control, después de completar la calibración de los parámetros, el sistema se puede iniciar y detenerse con un botón, logrando un monitoreo no tripulado. |



")




")
 + Oxidación catalítica (CO)")









