 English
English русский
русский Français
Français Español
Español عربى
عربى



 + Oxidación catalítica (CO)")
 + Oxidación catalítica (CO)")
 + Oxidación catalítica (CO)")
 + Oxidación catalítica (CO)")
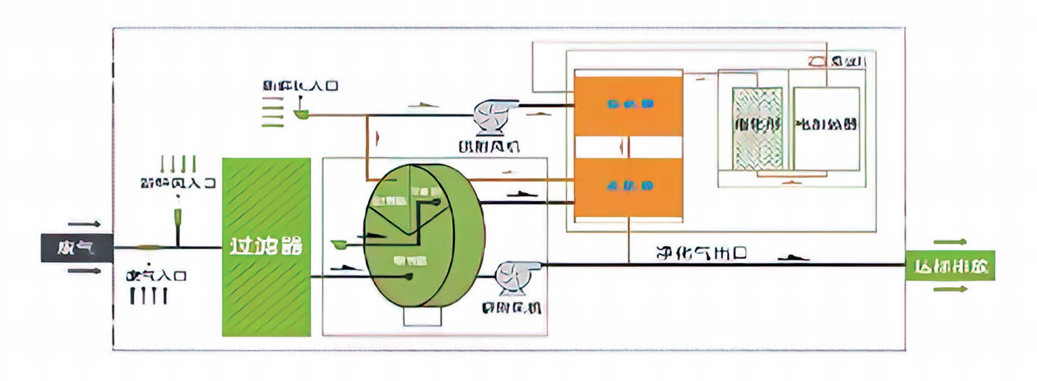
Principio operativo
1. Etapa de adsorción: el gas de residuos orgánicos pasa a través de la rueda rotativa de zeolita para la adsorción y puede descargarse directamente después de cumplir con el estándar. El tamaño de la abertura de tamiz molecular de zeolita puede adsorbir selectivamente diferentes tamaños de moléculas de gas residuales.
2. Etapa de desorción: la rueda rotaria de zeolita siempre mantiene una rotación muy lenta. Después de que la adsorción en el área de procesamiento está saturada, el gas residual orgánico adsorbido en la zeolita se desorbe soplando con aire caliente a través del área de regeneración.
3. La alta concentración y el gas residual de bajo volumen de aire desorbido pueden ingresar directamente al equipo de combustión catalítica para la combustión catalítica a baja temperatura a una temperatura de combustión de 300 ~ 450 ° C.
4. Etapa de recuperación de la rueda giratoria de zeolita: después de que la rueda rotativa de zeolita se regenere por calentamiento de alta temperatura, el efecto de adsorción se deteriorará con el aumento de la temperatura de la zeolita. Para mantener la capacidad de la zeolita de adsorbir los gases residuales, es esencial enfriar la zeolita usando un ventilador de enfriamiento. Este proceso garantiza que la zeolita retiene sus capacidades de adsorción cíclica.
Características del equipo de concentración de VOC
Alta eficiencia de purificación: la tasa de eliminación teórica de la adsorción de la rueda puede alcanzar hasta el 98.5% (a excepción de productos químicos específicos).
Alta eficiencia de desorción: los compuestos orgánicos con puntos de ebullición inferiores a 220 ° C se pueden separar básicamente.
Espacio de piso pequeño: en comparación con otros equipos de adsorción, tiene un tamaño relativamente pequeño.
Bajo riesgo de incendio: en comparación con la adsorción de carbono activado, las ruedas de zeolita son no combustibles y no tienen riesgo de ignición durante el proceso de desorción.
Adsorción y desorción rápida: tiempo de adsorción corto, fácil saturación, alta eficiencia de desorción y ciclos cortos.
Condiciones para la selección de la combustión catalítica
1. El gas residual no debe contener componentes que envenenen o desactiven permanentemente el catalizador, como cloro, azufre, halógeno, metales pesados, etc.
2. El gas residual mixto que ingresa al equipo de combustión catalítica debe tener una concentración inferior a 1/4 de rango LEL (límite explosivo más bajo).
3. La temperatura máxima utilizada en la combustión catalítica es inferior a 600 ℃. Deben diluirse las sustancias altas de calor y los gases de concentración de Hizh para evitar que la temperatura de la cámara de reacción exceda el límite y cause la desactivación del catalizador, evitando así que se realice la reacción de reducción catalítica.
4. El gas que ingresa a la combustión catalítica no debe contener partículas de polvo o niebla de aceite que pueda causar bloqueo o causar un fuego.



")

")
 + oxidante térmico regenerativo (RTO)")
")
")
 + Oxidación catalítica (CO)")









